2024..01.01.42
Files > Conference Series > 2024 > Chimboazo ild pagina nueva
Diseño de un sistema de agitación para un biorreactor de 1m3 de capacidad para la producción de ácido glicérico a partir de glicerol por fermentación microbiana de Acetobacter tropicalis
Design an agitation system for a 1m3 capacity bioreactor to produce glyceric acid from glycerol by microbial fermentation of Acetobacter tropicalis.

1Universidad Técnica de Ambato/Facultad de Ciencia e Ingeniería en Alimentos y Biotecnología/ Ambato/Ecuador
HP: [email protected];
* Correspondence: [email protected]
Available from. http://dx.doi.org/10.21931/BJ/2024.01.01.42
ABSTRACT
This work presents the design of an agitation system for a 1m3 capacity bioreactor intended to produce glyceric acid (GA) through microbial fermentation of A. tropicalis using 20% v/v glycerol as the primary substrate. Building on previous studies that evaluated ideal conditions for glyceric acid production, initial data were utilized to identify the impeller type and perform subsequent calculations, including impeller Reynolds number, power consumption, and mixing time. Once the agitator type was specified, standard geometric relationships were employed to size components of the agitation system, such as tank size, baffle plates, and agitator dimensions. Power consumption calculations were compared with results from other studies on fermentation media with similar rheological characteristics. The agitator's power consumption for mixing 1m3 of medium was determined to be 8.35 kW, achieving 95% homogenization in 5.14 seconds, with a mixing time error of approximately 10%, operating at an agitation speed of 500 rpm.
Keywords: agitation system; glyceryc acid; bioreactor
RESUMEN
Este trabajo presenta el diseño de un sistema de agitación para un biorreactor con capacidad de 1m3, destinado al uso en la producción de ácido glicérico (AG) mediante la fermentación microbiana de A. tropicalis utilizando glicerol al 20% v/v como sustrato principal. Basándose en estudios previos que evaluaron las condiciones ideales para la producción de ácido glicérico, se utilizaron datos iniciales para identificar el tipo de impulsor y realizar cálculos subsiguientes, incluyendo el número de Reynolds del impulsor, el consumo de potencia y el tiempo de mezclado. Una vez identificado el tipo de agitador, se emplearon relaciones geométricas estándar para dimensionar componentes del sistema de agitación, como el tamaño del tanque, las placas deflectoras y las dimensiones del agitador. Los cálculos de consumo de potencia se compararon con resultados de otros estudios sobre medios de fermentación con características reológicas similares. Se determinó que el consumo de potencia del agitador para mezclar 1m3 de medio es de 8.35 kW, logrando una homogeneización del 95% en 5.14 segundos, con un error en el tiempo de mezclado de aproximadamente el 10%, operando a una velocidad de agitación de 500 rpm.
Palabras Calve: Sistema de agitación; ácido glicérico; biorreactor
INTRODUCCIÓN
El agotamiento futuro de los combustibles fósiles y del petróleo ha suscitado la necesidad imperante de explorar y emplear nuevas fuentes de energía renovable, destacando los bio-combustibles1. En la actualidad, el etanol y el biodiésel figuran como los biocombustibles más prevalentes. Sin embargo, en el proceso de producción de biodiésel, al igual que en cualquier proceso industrial, se generan residuos y subproductos que con frecuencia son subestimados debido a la presencia de impurezas o a sus limitadas aplicaciones industriales. Este fenómeno resulta en una acumulación excesiva y devaluación de subproductos, ejemplificado por el glicerol, un subproducto común en la producción de biodiésel 2 .
A nivel global, la producción anual de glicerol asciende a aproximadamente 900,000 toneladas (2,000 millones de libras). Las fuentes preeminentes de su generación incluyen la producción de biodiésel, los ácidos grasos, los alcoholes grasos, la saponificación y rutas sintéticas 3 .
La principal fuente de obtención de glicerol se encuentra en el proceso de producción de biodiésel, como se documenta en un estudio previo. La Unión Europea, al ser uno de los principales productores mundiales de biodiésel, lideró también en la producción de glicerol, alcanzando 170,000 barriles por día en 2011. Le siguen Centro y Sur América, aproximándose a una producción diaria de 100,000 barriles 4 .
En el presente, la producción y el consumo de biocombustibles han experimentado un potencial incremento en comparación con años anteriores, fenómeno evidenciado tanto en los mercados consolidados como en la generación de nuevos mercados que buscan mitigar las emisiones de gases de efecto invernadero. El crecimiento en la producción de biocombustibles, particularmente de biodiésel, y las perspectivas para los años venideros 4 .
Según la Agencia Internacional de Energía 4
Este crecimiento global en la industria de biocombustibles ha generado una sobreproducción de glicerol, con la consiguiente disminución de su precio, lo que ha impulsado la búsqueda de alternativas para procesar y utilizar eficientemente los subproductos y residuos generados por este mercado en expansión 5
En Ecuador, desde 2007 se ha trabajado en la formulación de combustibles, como la gasolina extra con bioetanol anhidro y diésel con biodiésel en una proporción del 5%, con el objetivo de generar empleo y promover el desarrollo sustentable del sector agrícola 6 7
La expansión de la industria del biodiésel ha llevado a una sobreproducción de glicerol a nivel mundial, resultando en una disminución de su precio. Ante esta situación, se ha explorado la posibilidad de transformar el glicerol en productos de alto valor agregado, como los bioplásticos 5
Otras aplicaciones del glicerol incluyen la producción de ácido glicérico (GA) mediante la oxidación biológica de bacterias acéticas. El GA tiene diversas aplicaciones, como la producción de polímeros biodegradables utilizados en bioplásticos. Sin embargo, a pesar de su potencial, el GA es costoso como reactivo para investigaciones y procesos industriales 8
Para transformar materias primas de bajo costo, como el glicerol, en productos de alto valor, se requiere el empleo de biorreactores que mantengan condiciones óptimas de operación para garantizar la rentabilidad del bioproceso. Estos biorreactores deben controlar parámetros como pH, temperatura, humedad, agitación de la mezcla y presencia de oxígeno 9 10
El éxito de un bioproceso depende de la comprensión de la cinética de las reacciones biológicas, los balances de materia y energía, así como de mantener condiciones ideales para la formación del producto 10,11 11
El glicerol, también conocido como 1,2,3-trihidroxipropano o glicerina, es un subproducto derivado de la transesterificación de grasas animales y vegetales durante la producción de biodiésel, con una relación molar de 1/10 (glicerol/biodiésel) 12 4
Un derivado del glicerol de alto valor es el ácido glicérico (GA), obtenido mediante la oxidación catalítica metálica de los grupos hidroxilo presentes en el glicerol. A pesar de que el mercado del ácido glicérico se ve limitado por los costos asociados con su síntesis química, posee un significativo potencial de aplicación en diversos compuestos químicos, particularmente en las industrias cosmética y farmacéutica. La síntesis química del ácido glicérico conlleva la obtención de una mezcla racémica de GA (D–L), siendo el D-GA el isómero requerido en la industria. Este último se obtiene principalmente mediante la descomposición de fructosa en procesos biotecnológicos 8 .
En la producción de ácido acético, las bacterias acéticas desempeñan un papel crucial. La acción de la enzima alcohol deshidrogenasa convierte el alcohol en acetaldehído, que, a su vez, se transforma en ácido acético mediante la enzima acetaldehído deshidrogenasa. En paralelo, la oxidación de los grupos hidroxilo del glicerol, facilitada por las enzimas alcohol y aldehído deshidrogenas dependientes de NAD, puede generar D-GA al oxidar el alcohol primario. Por otro lado, la oxidación del alcohol secundario resulta en la formación de DHA 13
En este trabajo, se presenta el diseño de uno de los componentes esenciales de los biorreactores, el sistema de agitación, para la producción de ácido glicérico mediante fermentación bacteriana de glicerol. Este enfoque se basa en investigaciones previas que han identificado condiciones óptimas para la producción de ácido glicérico.
MATERIALES AND METODOS
El sistema de agitación se diseñó para operar bajo un conjunto de parámetros específicos para optimizar la producción. La tasa de aereación se estableció en 2.5 volúmenes de aire por volumen de medio por minuto (vvm), lo que proporciona una oxigenación adecuada para el proceso. Se utilizó una concentración de glicerol del 20 % v/v como sustrato principal. La densidad del medio de fermentación fue de 1048,17 kg/m³, una medida que es crucial para calcular la transferencia de masa y la dinámica del fluido en el biorreactor. La temperatura de fermentación se mantuvo constante a 30 °C para favorecer la actividad metabólica óptima de los microorganismos. La velocidad de agitación se fijó en 500 revoluciones por minuto (rpm), lo que asegura una mezcla homogénea y una distribución uniforme de los nutrientes. Finalmente, el volumen del biorreactor se diseñó para una capacidad de 1m³, lo que permite escalabilidad y viabilidad económica para aplicaciones industriales 8
Identificación del tipo de rodete que se ajusta a las necesidades de agitación de A. tropicalis para la producción de GA
Existen distintos tipos de rodetes que pueden aplicarse según el uso y las características reológicas de una amplia variedad de medios de cultivo. Según Doran en 1998 14 14
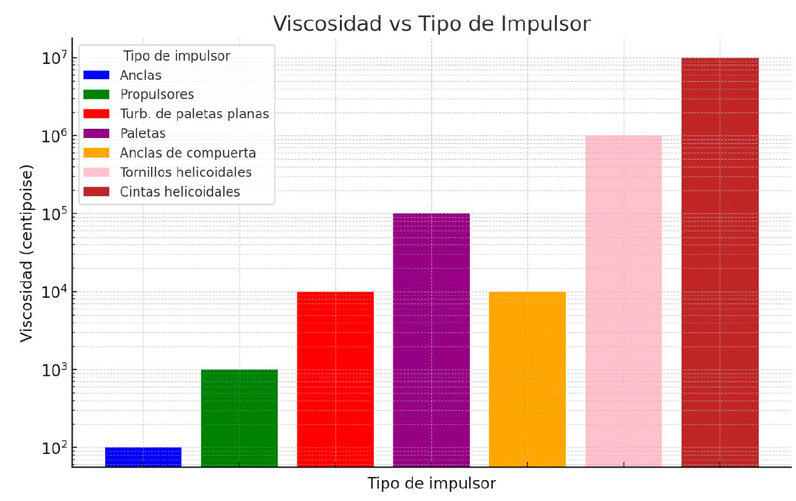
Figura 1. Intervalos de viscosidad para diferentes impulsores
Dimensionamiento geométrico de los componentes del sistema de agitación
Conforme a lo señalado por Rojas en 2019 9
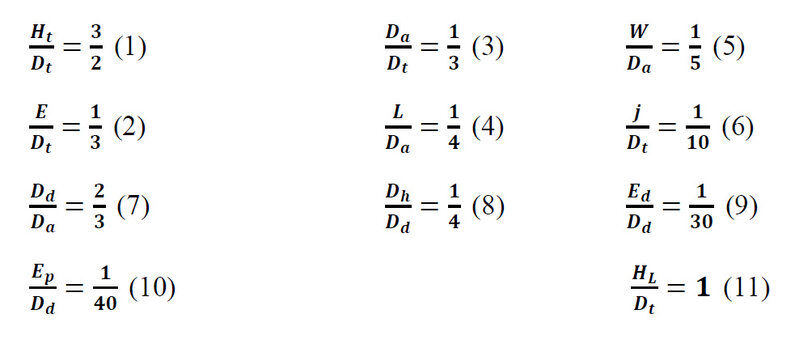
En el proceso de dimensionamiento del tanque y el rodete, se tomarán en cuenta las relaciones geométricas estándar aplicables a una turbina tipo Rushton con paletas planas, siguiendo las Ecuaciones (1, 2, 3, 4, 5, 6, 7, 8, 9, 10 y 11) 15,16
Cálculo del consumo de potencia requerida para la agitación
Una vez establecidas las dimensiones del sistema de agitación, es imperativo determinar la potencia necesaria para mantener la velocidad de giro del impulsor en 500 rpm. Para llevar a cabo este análisis, se considerarán las dimensiones del tanque y del rodete, así como la viscosidad y densidad del líquido, la velocidad del agitador y, dado que parte del líquido asciende durante la agitación y debe vencer la fuerza de gravedad, también se tomará en cuenta este factor 15
En consonancia con Katoh en 2012 17
De acuerdo con Doran en 1998 14
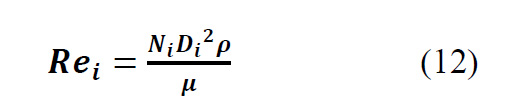
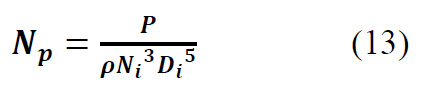
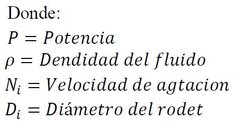
Utilizando la relación que existe entre el número de Reynolds del rodete Rei y el Número de Potencia (Np), se calculó la potencia requerida mediante la Ecuación (13) 17
Cálculo del tiempo de mezcla
El tiempo de mezcla permite conocer la efectividad de mezclado, se puede calcular mediante varios métodos experimentales, los más comunes son mediante el empleo de un trazador, simulación o ecuaciones empíricas 18 14
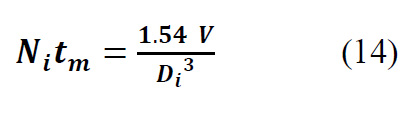
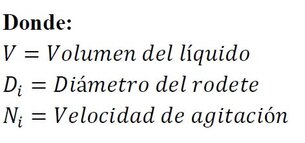
Conociendo el número de Reynolds rodete se aplica la Ecuación 14, que representa el producto adimensional en función del número de Reynolds rodete, el producto adimensional representa los giros que debe dar el agitador para homogenizar la mezcla con una desviación del de 10% 14
RESULTADOS Y DISCUSIÓN
Identificación del tipo de rodete que se ajusta a las necesidades de agitación de A. tropicalis para la producción de GA
Para una viscosidad de 1,35 cP se presenta la opción de elegir entre un rodete tipo hélice o uno tipo turbina de palas planas. No obstante, los rodetes tipo hélice se caracterizan como agitadores de flujo axial, siendo utilizados principalmente en fluidos agitados que contienen sólidos. Su fuerte flujo axial evita que los sólidos se sedimenten en el fondo del tanque, y su rango de velocidad típico oscila entre 400 y 800 rpm, siendo empleados en tanques de dimensiones extremadamente grandes con múltiples agitadores. En contraste, los agitadores tipo turbina son eficaces en un amplio intervalo de viscosidades y generan corrientes principalmente radiales y tangenciales, evitando la formación de zonas muertas. Estas corrientes resultan particularmente útiles para la dispersión o disolución eficiente de gases en el fluido 15
Considerando estas consideraciones, y para un medio de baja viscosidad que requiere aireación, se selecciona como la mejor alternativa un rodete tipo turbina, específicamente un agitador tipo turbina Rushton. Este tipo de agitador ofrece una agitación uniforme y una adecuada dispersión de gases en sistemas aireados. Como señala 19
Según Rushton en 1950 20
Dimensionamiento de los componentes del sistema de agitación
Para la producción de ácido glicérico a partir de glicerol por fermentación de A. tropicalis, se ha diseñado un sistema de agitación para un biorreactor de 1m3 de capacidad que consta de un tanque cilíndrico provisto de 4 deflectores adecuadamente separados y un agitador tipo Turbina Rushton de paletas planas cuyas dimensiones se presenta en la Tabla 2.
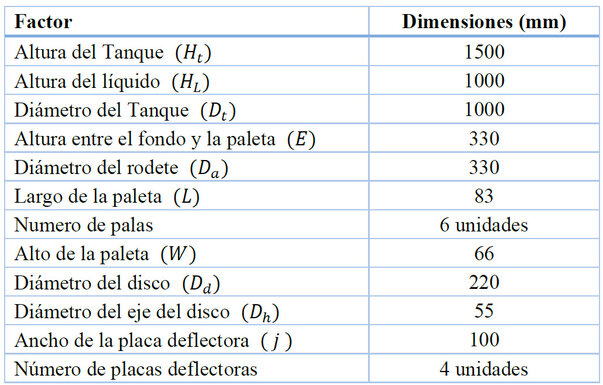
Tabla 1. Dimensiones del sistema de agitación
La Tabla 1 muestra el resumen de las dimensiones geométricas del sistema de agitación para 1 m3 de capacidad, el cual consta de un tanque de agitación de 1000 mm de diámetro por 1500 mm de altura, con 4 deflectores de 100 mm de ancho, acompañado de un rodete tipo turbina de disco con hojas planas de 330 mm de diámetro cuyas dimensiones son: diámetro del disco , alto de la paleta y largo de la paleta . Las dimensiones y configuración del sistema de agitación (Tabla 2) se muestran en la Figura 2.

Figura 2. Configuración y dimensionamiento geométrico del sistema de agitación con turbina Rushton.
La Figura 2 muestra la configuración estándar del sistema de agitación y sus dimensiones desde la vista superior y lateral del agitador. 15 19 17
En este caso se han respetado los criterios geométricos de diseño de biorreactores propuestos por McCabe 15 16
Los efectos en la velocidad de agitación y el consumo de potencia causado por diferentes relaciones Di/Dt con turbinas Rushton se muestra en los estudios realizados por Cortés en 2009 21
Además, Cortés 21
Finalmente, las dimensiones y la disposición de los deflectores son factores críticos que influyen en las características del flujo y la homogeneización de la mezcla. La presencia de cuatro deflectores, espaciados adecuadamente, previene la formación de vórtices y flujo circular. Estos deflectores pueden ubicarse a diferentes distancias y disposiciones con respecto a la pared del tanque, dependiendo de la viscosidad del fluido 14 14 , correspondiente a 200 mm para este estudio.
Consumo de potencia
En el proceso de producción de ácido glicérico a partir de glicerol en un biorreactor con una capacidad de 1m3, se hace necesario emplear un agitador tipo turbina Rushton. El consumo de potencia estimado para este agitador es de 8,35 kW. Se considera prudente utilizar aproximadamente 9 kW para compensar posibles pérdidas de potencia en el sistema, proporcionando un margen adicional para mantener la velocidad de agitación en 500 rpm. Estos resultados, junto con otros parámetros relacionados con el consumo de potencia, como el número de Reynolds, el número de potencia y la velocidad de agitación, se comparan en la Tabla 3 con los obtenidos en otros estudios que involucran medios de características reológicas similares.
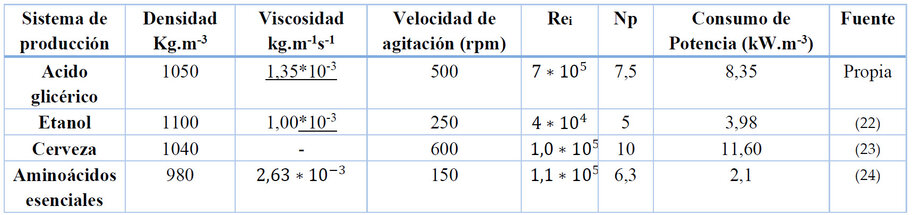
Tabla 2. Resultados y comparación con estudios similares.
La Tabla 2 exhibe la influencia de los parámetros de operación en el consumo de potencia de los agitadores. El consumo de potencia se presenta como la cantidad de energía requerida para agitar 1 m3 de medio para cada sistema de producción. Aunque no todos los sistemas están diseñados para una capacidad de 1 m3, se estima esta cifra aplicando el criterio de escalado conocido como consumo de potencia por unidad de volumen.
La densidad y viscosidad de los medios son factores clave en muchos cálculos y son comparables en cada sistema de producción de la Tabla 3. El número de Reynolds del rodete en estos sistemas varía entre 104 y 105, un parámetro crucial que indica el comportamiento del fluido en tanques agitados. Según Katoh en 2015 17 .
La velocidad de agitación difiere en la mayoría de los sistemas y guarda una relación directamente proporcional con el consumo de potencia. Dado que las características del medio son similares entre los estudios de la Tabla 3, es posible comparar el consumo de potencia según las condiciones de operación. En la producción de etanol descrita por Abuámer en 2005 25 26 9
Tiempo de mezcla
En los biorreactores, una de las funciones fundamentales de los sistemas de agitación es asegurar una mezcla eficiente que permita la transferencia adecuada de energía y masa en el sistema 27 28 14
Según Katoh en 2015 17
En este estudio, se ha desarrollado un diseño efectivo para un sistema de agitación en un biorreactor de 1 m3 destinado a la producción de ácido glicérico mediante la fermentación microbiana de A. tropicalis. El uso de un agitador tipo turbina Rushton de 6 palas planas, con dimensiones cuidadosamente calculadas, ha demostrado ser eficiente en la generación de corrientes de flujo para asegurar una homogeneización del 95% en un tiempo de mezcla de 5,14 segundos. Con un consumo de potencia calculado de 8,35 kW y una recomendación de 9 kW para compensar posibles pérdidas, se garantiza un rendimiento óptimo del sistema. Este diseño, aplicable a medios de baja viscosidad como el compuesto por un 20% (v/v) de glicerol con viscosidad de 1,35 cP, ofrece un enfoque práctico y prometedor para la producción eficiente de ácido glicérico en procesos fermentativos aireados, subrayando la viabilidad del agitador tipo turbina Rushton en este contexto.
Conflicts of Interest: "The authors declare no conflict of interest."
REFERENCIAS
1. Callejas Edmar. Biocombustibles. https://www.redalyc.org/pdf/325/32512739009.pdf. 2008;
2. Plaza A. GLICERINA Y GLICEROL, investigan nuevos usos para transformar subproductos del biodiesel - BIODIESEL ARGENTINA-NOTICIAS SOBRE BIODIÉSEL BIOCOMBUSTIBLES Y ENERGIAS RENOVABLES. 2010. Available from: https://biodiesel.com.ar/2435/glicerina-y-glicerol-investigan-nuevos-usos-para-transformar-subproductos-del-biodiesel
3. Lafuente G. Glicerol : Síntesis Y Aplicaciones. Universidad Nacional De Educación a Distancia. 2017;
4. Agencia Internacional De Energia (IEA). https://www.iea.org/fuels-and-technologies/bioenergy. 2019. Bioenergía - Combustibles y tecnologías.
5. Bautista C. Subproductos Generados en el Proceso De Producción de Biodiesel a Partir De Aceite De Tempate. 2009; Available from: www.ufg.edu.sv
6. La Hora. Canchimalero, alternativa gastronómica : Noticias Esmeraldas : La Hora Noticias de Ecuador, sus provincias y el mundo. https://lahora.com.ec/noticia/574954/produccic3b3n-de-biodic3a9sel. 2011;
7. Revista-Líderes. La Fabril llena más tanques con biodiésel | Revista Líderes. 2013. Available from: https://www.revistalideres.ec/lideres/fabril-llena-tanques-biodiesel.html
8. Habe H, Shimada Y, Yakushi T, Hattori H, Ano Y, Fukuoka T, et al. Microbial production of glyceric acid, an organic acid that can be mass produced from glycerol. Appl Environ Microbiol. 2009;75(24).
9. Rojas E. Diseño y cálculo de un biorreactor de una planta piloto de producción de aminoácidos esenciales en la ciudad de Arequipa. [Arequipa]: Universidad Nacional San Agustin de Arequipa; 2019. Available from: http://repositorio.unsa.edu.pe/handle/UNSA/9894
10. Rovira JG. Diseño de un biorreactor para la obtención de Ácido Glicérico por fermentación bacteriana de Glicerol. [Barcelona]: Escuela Técnica Superior de Ingeniería Industrial de Barcelona (ETSEIB); 2013.
11. Dondé Castro MJ. Transporte de momentum y calor : teoría y aplicaciones a la ingeniería de proceso. 2005;316.
12. Martínez Guadalupe. Producción de plásticos biodegradables en bacterias. UDELAR; 2013. Available from: file:///C:/Users/DANIEL%20CABRERA/Downloads/uy24-17152.pdf
13. Habe H, Fukuoka T, Kitamoto D, Sakaki K. Biotransformation of glycerol to D-glyceric acid by Acetobacter tropicalis. Appl Microbiol Biotechnol. 2009;81(6).
14. Doran Pauline. Principios de ingeniería de los bioprocesos. Editorial Acribia SA; 1998. 133–158 p.
15. L. McCabe, Julian C. Smith. Operaciones básicas de ingeniería química - Google Libros. Available from: https://books.google.com.ec/books?id=YBXZz82jwksC&pg=PA275&lpg=PA275&dq=rodetes+recomendados+segun+la+viscosidad&source=bl&ots=IZaRviRSAu&sig=ACfU3U07wLFVufzSeJb9rz1J_fBs44vi9A&hl=es&sa=X&ved=2ahUKEwjZ0qHD0afqAhXIGM0KHYbwAGsQ6AEwAnoECAgQAQ#v=onepage&q=rod&f=false
16. Li Z, Bao Y, Gao Z. PIV experiments and large eddy simulations of single-loop flow fields in Rushton turbine stirred tanks. Chem Eng Sci. 2011;66(6).
17. Katoh S. Ingeniería bioquímica: un libro de texto para ingenieros, químicos y biólogos. 2015. Available from:https://ebookcentral.proquest.com/lib/uta-ebooks/reader.action?docID=1896078&query=bioprocess
18. Ramirez A, RR, AA, & ME. AGITACION Y MEZCLADO. RE VISTA E NLACE QUÍMICO, UNIVE RSIDAD DE GUANAJUATO. 2012;4.
19. Lázaro Ana. Tecnología de los bioprocesos – Diseño de biorreactores y fermentadores. Tecnologías Críticas para la Industria. 2013;
20. Rushton JH, Costich EW, Everett HJ. Power characteristics of mixing impellers, Parts 1 and 2. Chem Eng Prog. 1950;46(8).
21. Cortés L. Diseño de una planta piloto multiuso. Instituto Politécnico Nacional; 2009. Available from: https://tesis.ipn.mx/jspui/bitstream/123456789/19585/1/TOLALPA.pdf
22. Abuámer Y. Diseño Básico De Una Planta Piloto De Producción De Etanol. 2005. p. 1–17.
23. Argemí M. Diseño de un biorreactor para la fabricación de la cerveza. Etseib. 2016;1–84.
24. Rojas E. Diseño y cálculo de un biorreactor de una planta piloto de producción de aminoácidos esenciales en la ciudad de Arequipa. 2019. Available from: http://repositorio.unsa.edu.pe/handle/UNSA/9894
25. Abuámer Y. Diseño Básico De Una Planta Piloto De Producción De Etanol. 2005. Available from: https://biblus.us.es/bibing/proyectos/abreproy/20046/fichero/Cap%C3%ADtulos%252FCap%C3%ADtulo+3.pdf
26. Argemí M. Diseño de un biorreactor para la fabricación de la cerveza. ETSEIB. 2016;
27. Manuel C, Díaz S, Abelardo L, Méndez Hernández A. Construcción y Validación Experimental de un Biorreactor Artesanal Tipo Tanque Agitado para Fermentaciones Sumergidas a Escala de Laboratorio.
28. Ruffo Durán J, FCA, & DMJC. Características de la hidrodinámica de un biorreactor industrial tipo tanque agitado. Rev Mex Ing Quim. 2014;3.
Received: October 9th 2023/ Accepted: January 15th 2024 / Published:15 February 2024
Citation: Cabrera-Vall, D, Pérez H. Diseño de un sistema de agitación para un biorreactor de 1m3 de capacidad para la producción de ácido glicérico a partir de glicerol por fermentación microbiana de Acetobacter tropicalis Revis Bionatura 2024; 1 (1) 42. http://dx.doi.org/10.21931/BJ/2024.01.01.42
Additional information Correspondence should be addressed to [email protected]
Peer review information. Bionatura thanks anonymous reviewer(s) for their contribution to the peer review of this work using https://reviewerlocator.webofscience.com/
All articles published by Bionatura Journal are made freely and permanently accessible online immediately upon publication, without subscription charges or registration barriers.
Publisher's Note: Bionatura stays neutral concerning jurisdictional claims in published maps and institutional affiliations.
Copyright: © 2024 by the authors. They were submitted for possible open-access publication under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).